






聚晶金刚石螺旋刀、PCD材料曲线刀五轴电火花磨刀机
X、Y、Z轴行程:400×260×300mm
螺旋/盘刀最大加工直径:300mm
螺旋刀/柄刀最小加工直径:8mm
锣刀最大加工直径:100mm
锣刀最小加工直径:8mm
锯片最大加工直径:400mm
锯片最小加工直径:80mm
最大可加工高度:200mm
最大可加工螺旋角:70°
A轴旋转角度:0-360°
A轴安装刀架跳动精度:<0.01mm

MD43PLUS是针对聚晶金刚石(PCD)螺旋刀具、PCD超硬曲面刀具的放电腐蚀刃磨重磨机床。
该机床可实现X、Y、Z、C、A五轴联动加工,螺旋角自动检测,全盘刀具自动加工,效率高、精度高、自动控制完善,使加工出来的刀具完全满足设计和使用要求。

| 姓名 | 五轴电火花磨床 |
模型 | MD43Plus |
X、Y、Z轴行程 | 400×260×300毫米 |
螺旋/盘刀最大加工外径 | 300毫米 |
螺旋刀/柄刀最小加工外径 | 8 毫米 |
锣刀最大加工外径 | 100毫米 |
锣刀最小加工外径 | 8 毫米 |
锯片最大加工外径 | 400毫米 |
锯片最小加工外径 | 80毫米 |
最大可加工高度 | 200毫米 |
最大可加工螺旋角 | 70° |
A轴旋转角度 | 0-360° |
| A轴安装刀架跳动精度 | <0.01毫米 |
刀具加工精度在线检测 | <0.02毫米 |
| 电极轮主轴转速 | 0~1500转/分 |
机床噪音:工作状态下的最大噪音 | <78分贝 |
| 最大加工电流 | 5A |
| 工作台尺寸(长x宽) | 1000×700毫米 |
| 工作台装夹T型槽数量 | 5 件 |
T型槽尺寸 | 14 毫米 |
T型槽间距 | 100毫米 |
油箱尺寸 | 1600*1100mm(L型最大尺寸) |
| 燃油容量 | 250 公升 |
过滤方法 | 可更换纸芯 |
滤芯数量 | 2 件 |
油泵功率 | 0.37千瓦 |
工作流体 | 火花放电液 |
电极直径 | 标准配置160mm, 最大可使用至 220mm |
电网输入 | ~380伏 50赫兹 |
| 允许波动范围 | +10%——-5% |
| 输入功率 | 6千瓦 |
保险丝额定电流 | 25A |
气源压力 | 0.6~0.8MPa |
调整气源处理元件 | 0.4兆帕 |
机床气动接口 | φ8气管快速接头 |
主机尺寸(宽x深x高) | 1960x2000x2460毫米 |
机器重量 | 约3000kg, 木箱(约220KG) |
包装箱尺寸(深、宽、高) | 2345*2240*2760毫米 |
包装类型及数量 | 木箱,1 件 |


产品特点:
1)螺旋齿螺旋线自动检测,全盘刀具自动加工。
2)机床有X 、 Y 、 Z 、 A 、 C五个伺服轴,可进行多轴加工。
3)A轴高精度数控分度, C轴高精度数控旋转。
4)采用交流伺服驱动
5)半闭环控制,μ级加工精度
6)高效率、高光洁度加工
7)机械精度长期保持稳定
8)无级调速高精度电主轴
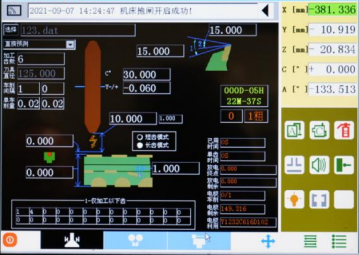
9)工业级15寸液晶显示屏,显示清晰直观。
10)配备专用软件库,适用于各类刀具的刃磨,性能优越。
11)Windows操作平台采用Win7系统,为操作人员提供了清晰的生产过程监控窗口、参数设置窗口、机床调试及校准窗口及其它辅助功能窗口,其中过程监控窗口提供数字位置指示。
12)为客户提供性价比优越的超细微PCD专用放电电路,采用高速单片机控制,根据加工情况自动修改放电波形,采用脉冲能量控制电路等确保放电能量的精确控制,可有效提高加工效率并能保证PCD刀具的加工表面及切削刃口的质量。
13)通过人机交互界面( UI )接收用户输入并显示设备状态。参数设定采用填空方式,无需代码编程,程序本身自动完成加工程序的编写(加工代码、齿形测量代码、车削代码)。软件本身具有参数有效性检查功能。状态显示包括系统状态(初始化/正常/加工/报警等)、坐标显示等功能。
14)自动加工根据设定的需要加工工件深度和分别进行粗、中、精加工的参数组开始自动加工,加工工序一次性完成,减少了手工操作的复杂性,同时能保证良好的一致性。
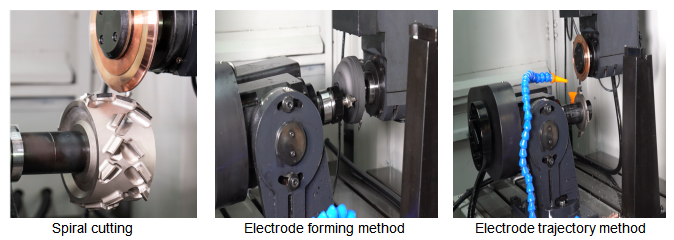
15)其实现螺旋刀刃面加工、直线轴与旋转轴的联动加工。整体加工过程采用EDM放电轨迹跟踪方式,直线轴控制精度为0.001mm ,分度轴控制精度为0.001度。
16)内置数字控制单元实现五轴位置运动控制, I/O接口采用全光电隔离。单元具有多轴插补功能、零点对准、根据放电间隙信号自动调整进给速度、短路自动退刀等功能。
17)放电状态自动检测及调整功能,自动调整正确的放电间隙,使加工保持良好的效果
18)采用触摸屏输入、中文菜单显示,使操作方便快捷、直观友好。不仅能让经验丰富的老手得心应手,也能让没有经验的新手一看就会。小巧方便的手动控制箱功能强大,能完成绝大部分操作工作。通过背面的软磁橡胶,可方便地吸附在任何合适的位置,使操作者近距离操作机器,加工准备更加轻松。
19)高精度、高自动化的自动分度装置,加上水平方向360度旋转,实现自动测量、记录角度,结合软件控制,多齿刀具加工一次完成。
20)采用皮带R与机床两轴联动,实现螺旋刀的加工。
21)加工时,采用两轴联动,自动翻弧电极。自动进行再加工。
22)重复定位精度。
23)实现金刚石螺旋刀全程自动加工,跳动精度0.02mm 。
24)实现机床加工过程中A轴自动旋转,与Y轴配合可实现螺旋轨迹的加工。
25)可加工螺旋刀最大直径300mm ,可加工螺旋刀最大齿数120个。
26)加工刀柄的最小刀具直径为8mm ,可加工螺旋刀的最小齿数为1 。
27)外观操作方便,维修拆卸方便,美观大方。
28)机床采用优质孕育铸铁,优化设计的结构,具有较高的静、动刚性。
29)主轴采用高刚性结构,可进行高精度放电加工。
30)主轴采用交流伺服驱动技术,可实现正、反转无级变速。
31)导轨采用进口精密直线导轨。保证机床的运动精度和灵敏度,精度高,稳定性好。
32)进口精密级滚珠丝杠,预拉伸结构。三轴具有更好的动态刚度和抗热变形能力。
33)X\Y轴驱动采用滚珠丝杠与伺服电机直接驱动,无传动累积误差,重复及定位精度高。
34)机床符合国际标准。
35)PC微电脑控制,自动化程度高;性能稳定可靠。
36)轻触操作,手感良好。
37)工作界面友好;显示信息丰富;各类提示准确。
38)自动显示报警功能完善。
39)光敏保护及温度自动灭火装置,确保机器运行的安全。
40)采用意大利进口油泵,噪音低,可靠性高。
实际加工图片:
控制系统
采用先进的工业电脑,LED触摸屏,正版WINDOWSCE操作系统,界面简洁,操作方便,具有强大的内存及接口配置,为以后的不断完善提供了良好的平台。
伺服和脉冲电源
自适应控制系统根据加工过程中的放电状态及时调整跟踪系统,使加工过程更加稳定;创新的PCD专用等能脉冲电源,确保放电能量的精确控制;结合智能放电间隙控制系统,使脉冲利用率达到最优状态,从而提高刀具表面切削刃质量,保持高效加工。
可加工刀具的类型




无法操作怎么办
当您收到机器时,如果您遇到操作问题,我们将通过视频会议向您讲解。如果视频教学无法解决,我们的工程师将前往您的所在地,所有费用由客户承担。
保修期过后如何获取备件
经过多年的使用,服务将变得非常重要。我们将始终对 weho 机器负责,包括发现问题、发送备件,并教您更换零件。
服务联系方式
购买前,选择合适的型号联系 Whatsapp 0086 13378477841。购买后,技术支持联系 0086 13326792205
请确认你的联系方式是正确的。您的信息将直接发送给收件人,不会公开显示。我们绝不会在未经您明确许可的情况下将您的个人信息分发或出售给第三方。




